
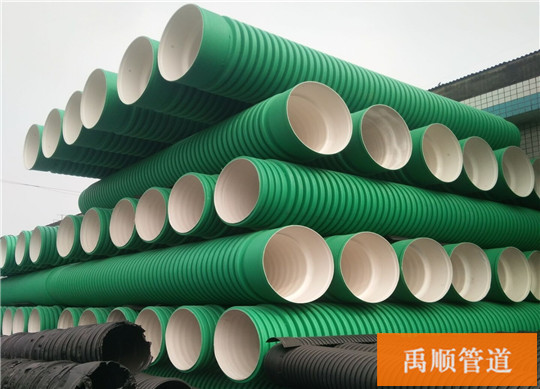
波紋管成型設備
配置采用大螺桿、大擠出量、大扭矩、大長徑比,提供適合于PP材料性能的剪切作用,使物料熔融塑化均勻,這樣就可以降低擠出機的轉速,而避免過高的提高螺桿轉速,對物料的剪切速率明顯加大而提高物料熔體的溫度
同時可以避免物料在加工成型過程種產生嚴重的物料下垂現象,造成雙壁波紋管材的管壁厚度不均勻,剛性降低,并且難以制成在線擴口成型的雙層壁承插口的雙壁波紋管的問題。
PP雙壁波紋管的生產采用2臺不同螺桿直徑的單螺桿擠出機通過機頭復合而成,一般HDPE雙壁波紋管生產都配置螺桿直徑較小。
以生產直徑為800的HDPE波紋管為例,管外層螺桿直徑為90,內層螺桿直徑為75,螺桿長徑比為30,而生產PP波紋管的擠出機配制相應的加大,采用直徑120(外層)/90(內層)單螺桿共擠出機,擠出機螺桿L/D為33。
大口徑(較大口徑1500mm)的聚丙烯雙壁波紋管則采用直徑150(外層)/120(內層)單螺桿共擠出機,擠出機螺桿L/D為33。
在各種塑料排水/排污結構壁管道中,國內外的雙壁波紋管的產量都占據塑料排水/排污管道較多的份額。現狀:前幾年主要應用聚氯乙烯(PVC-U)和高密度聚乙烯(HDPE)雙壁波紋管,較近才開始探索發展聚丙烯雙壁波紋管。由于PP材料加工流動性能好,且PP的彈性模量比HDPE高,在歐洲已經廣泛應用PP雙壁波紋管,近年國外塑料室外排水管越來越多采用高剛度PP的結構壁管。
一般在1100-1300MPa,國外開發的新型高模量聚丙烯(PP-HM)材料更高,可達到1900MPa,針對于不同的材料,通過調整加工參數,一定口徑的聚丙烯雙壁波紋管可在HDPE雙壁波紋管成型機上制造。
為了制造更大口徑的管道,獲得更多的材料節省,并且充分體現PP-HM材料的特性,聚丙烯雙壁波紋管仍然需要在專用PP波紋管成型機上生產。
聚丙烯雙壁波紋管加工工藝探討
PP雙壁波紋管的生產線與PE雙壁波紋管生產工藝流程類似,都是將混合好的物料(樹脂與一定量的色母料)經過加料斗干燥預熱然后加入單螺桿擠出機擠出。波紋管由兩臺擠出機共擠出,一臺擠出管材外壁,一臺擠出管材內壁,物料通過擠出機螺桿加熱熔融塑化輸送至機頭口模。而管材內壁是通過內徑定徑套抽真空再冷卻定型,管材外壁在內部空氣壓力和外部真空吸力的共同作用下和模塊緊密接觸成型。管材內、外壁均勻的熔合在一起,通過程序控制成雙層在線擴口的成型過程。
管材環剛度主要由管材材料、結構和管材的平均直徑三個因素決定。
彈性模量取決于材料的選擇,慣性矩取決于結構斷面的設計,在結構斷面相同的情況下,結構尺寸(如壁厚)的變動也會造成慣性矩明顯變化。
由于PP排水排污管材更好的性能和更便宜的價格,未來在歐洲年增長率可達15%。
目前,PP雙壁波紋管在我國已經起步,有很好的前景,隨著我國城鎮化步伐加快,以及國家大型重點工程的實施,**管道用量將會巨增。
湖南禹順環保科技有限公司是一家集污水處理設備、管道建材生產、銷售為一體的,是中南地區大的管道建材生產基地之一。遠矚,大膽創新,在互聯網大數據背景下順勢而為,我們依托自身生產技術實力,不斷探索傳統生產企業的轉型升級策略,成為國內的“互聯網+管道建材”新型生產企業! 公司主要生產污水處理設備、管道產品。擁有華中、華南、華東、華北、西部研發生產基地,在江西、湖北、廣西、廣東、貴州、山東等全國各地都設有分公司或辦事處。 湖南禹順環保科技有限公司,以“陽光交易”為企業宗旨;“質量”為**;憑借大批的生產設備、科學的生產配方、精湛的員工隊伍、雄厚的生產力量,致力于提升管道建材品質化、價格親民化、交易陽光化。 “大禹治水千秋業,禹順品質萬年長”,真誠期待您的合作、共贏!
產品價格:27.00 元/米 起
發貨地址:湖南長沙包裝說明:不限
產品數量:9999.00 米產品規格:不限
信息編號:109645321公司編號:14267765
Q Q號碼:1816240015
相關產品:湖南鋼帶波紋管,湖南波紋管廠家,長沙雙壁波紋管廠家,湖南鋼帶增強波紋管,長沙鋼帶增強波紋管
本頁鏈接:http://www.olmyr.com/wvs109645321.html
- 商家產品推薦
- 廣州南沙港進口食品特別要注意的資料 貴州黔西南波紋管出售 江蘇小挖掘機公司 驕之力機械 揚州韓國異構十二烷烴 婁底UPVC雙壁波紋管品牌 禹順 保山精品回填陶粒,保山陶粒各個規格,貨源充足,就近發貨 6FM17-X 三瑞蓄電池6FM17-X 12V17AH通信系統 綠色**大米批發 日本化工品進口報關公司 江西小挖掘機公司 SWAN溶解氧電極A-87.213.050帶5米電纜北京英斯路 專業制造橡膠止水帶接頭用膠水哪里有賣 天鵬 哪里有賣閩臺欒樹價格 福建哪里有賣紅千層哪里有賣 科士達YDC9102H-B 外接48V電池 寧波供應異構烷烴 美孚、韓國、殼牌、出光、國產 重慶異構烷烴Isopar C 埃克森美孚、國產 小型橡膠止水帶接頭用膠水什么牌子好 交城鍋爐油哪家專業 凱鼎新能源 泰州原裝增塑劑DINP 云南專業昆明半*培訓哪家好






