
鋼結構檢測常規無損檢測方法有:超聲檢測Ultrasonic Testing(縮寫 UT);射線檢測 Radiographic Testing(縮寫 RT);磁粉檢測 Magnetic particle Testing(縮寫 MT);滲透檢驗 Penetrant Testing (縮寫 PT);TOFD檢測(縮寫TOFD)
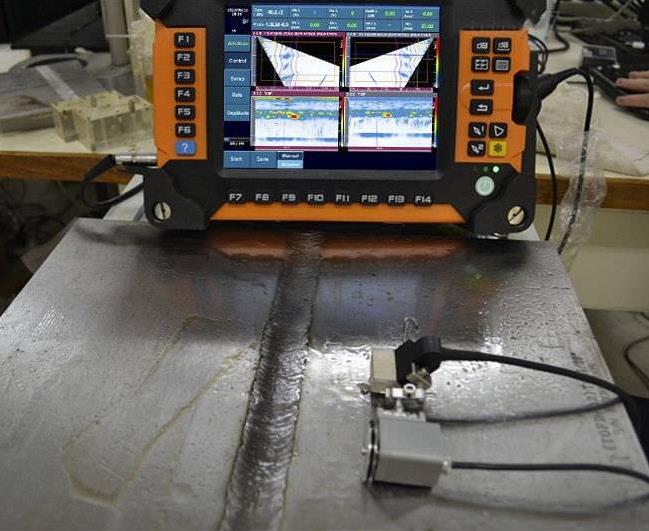
超聲檢測法的優點是:穿透能力較大,例如在鋼中的有效探測深度可達1米以上;對平面型缺陷如裂紋、夾層等,探傷靈敏度較高,并可測定缺陷的深度和相對大小;設備輕便,操作安全,易于實現自動化檢驗。缺點是:不易檢查形狀復雜的工件,要求被檢查表面有一定的光潔度,并需有耦合劑充填滿探頭和被檢查表面之間的空隙,以**充分的聲耦合。對于有些粗晶粒的鑄件和焊縫,因易產生雜亂反射波而較難應用。此外,超聲檢測還要求有一定經驗的檢驗人員來進行操作和判斷檢測結果。
鋼結構應力測試:對鋼結構安裝以及卸載過程中關鍵部位的應力變化進行測試與。鋼結構安裝按四條原則分別選用不同的質量等級,一共有三個等級。四條原則如下:1 在需要進行疲勞計算的構件中,凡對接焊縫均應焊透,其質縫等級為:1)作用力垂直于焊縫長度方向的橫向對接焊縫或T形對接與角接組合焊縫,受拉時應為一級,受應為二級;2)作用力平行于焊縫長度方向的縱向對接焊縫應為二級。2 不需要汁算疲勞的構件中,凡要求與母材等強的對接焊縫應護焊透,其質量等級當受拉時應不低于二級,受壓時宜為二級。3 重級工作制和起重量Q≥50t的中級工作制吊車梁的腹板與上翼緣之間以及吊車桁架上弦桿與節點板之間的T形接頭焊縫均要求焊透,焊縫形式一般為對接與角接的組合焊縫,其質量等級不應低于二級。4 不要求焊透的T形接頭采用的角焊縫或部分焊透的對接與角接組合焊縫,以及搭接連接采用的角焊縫,其質量等級為:1)對直接承受動力荷載且需要驗算疲勞的結構和吊車起重量等于或大于50t的中級工作制吊車梁,焊縫的外觀質量標準應符合二級;2)對其他結構,焊縫的外觀質量標準可為。對應的是《鋼結構工程施工質量驗收規范》和《JGJ 81-2002建筑鋼結構焊接技術規程》中所要求的焊縫要達到的質量要求(包括外觀和無損探傷等)。
磁粉檢測是利用漏磁和合適的檢測介質發現材料(工件)表面和近表面的不連續性的。磁粉檢測作為表面檢測具有操作靈活、成本低的特點,但磁粉檢測只能應用于鐵磁性材料、工件(碳鋼、普通合金鋼等)的表面或近表面缺陷的檢測,對于非磁性材料、工件(如:不銹鋼、銅等)的缺陷無法檢測。磁粉檢測和超聲波檢測一樣,檢測結果無原始記錄,可追溯性差,無法檢測到材料、工件深度缺陷,但不受材料、工件形狀的限制。
磁粉檢測的連續法和剩磁法:1.連續法 連續法又稱附件磁場法或現磁法,是在外加磁場作用下,將磁粉或磁懸液施加到工件上進行磁粉探傷。對工件的觀察和評價可在外磁場作用下進行,也可在中斷磁場后進行。2.剩磁法 剩磁法是先將工件進行磁化,然后在工件上澆浸懸液,待磁粉聚集后在進行觀察。這是利用材料剩余磁性進行檢測的方法,故稱為剩磁法。


鑫歆杰質量檢測(上海)有限公司,是一家從事多年檢測業務的機構,房屋營業范圍包含;房屋安全檢測、房屋質量檢測、廠房檢測、戶外廣告牌檢測、玻璃幕墻檢測、鋼結構檢測等,公司擁有一級注冊帶領的檢測技術團隊。
產品價格:面議
發貨地址:上海上海包裝說明:不限
產品數量:9999.00 個產品規格:不限
信息編號:194569768公司編號:8541363
Q Q號碼:908035499
相關產品:房屋安全檢測,廣告牌安全檢測,建筑結構檢測,工程竣工驗收檢測,廠房驗收檢測,鋼結構安全檢測,樓面承重檢測,危房檢測鑒定,房屋抗震檢測
本頁鏈接:http://www.olmyr.com/wvs194569768.html
- 商家產品推薦
- 吉林負壓固體輸送機 自動化程度高 能夠用于輸送的物料廣泛 遼寧定向穿越泥漿處理設備 結構合理 便于運輸和安裝 公司注銷申請價格 服務性好 售后服務及時 資產管理公司轉讓價格 經營靈活 一對一服務 公司年報異常轉注銷價格 省時省力 售后服務及時 新型電動沖片機 安全可靠 操作簡單 西安到銅陵物流專線_鴻飛物流 已認證 _物流專線 寧海房產一押二押 可以用于多種用途 濟南數字萬用表 量程范圍寬 丈量速度快 矢量網絡分析儀價格 靈敏度高 高溫穩定性好 濟南E4991A安捷倫阻抗分析儀 操作便捷 可設置參數篩選 美國Aeroflex艾法斯3920 綜合測試儀 電纜放線架制作方法 裝卸重量打 加厚鋼板承重力強 房屋評估平臺 遼寧鋼結構廠房安全檢測 檢測報告 廣州套盒包裝設計風格 導熱油散熱器換熱器_工業翅片管散熱器_烘干用蒸汽散熱器 房屋評估機構 廣東鋼結構廠房安全檢測 檢測報告 編帶機機器視覺系統 集成度高 操作簡單 重慶房屋安全質量檢查單位 廠房抗震性安全檢測 多年專注 OPC外觀不良品檢測 裝配成本低 應用范圍較靈活 房屋鑒定平臺 廣東鋼結構房屋安全檢測 檢測檢驗的目的











